під волого-теплової обробкою (СОТ) швейних виробів розуміють спеціальну обробку деталей або виробу вологою, теплом або тиском за допомогою спеціального обладнання. При виготовленні одягу СОТ становить 15-25% всієї трудомісткості обробки виробу (в залежності від виду виробів та тканини). СОТ буває внутріпроцессная (проводиться в процесі обробки виробу) і остаточна (при обробці готової продукції).
Способи формоутворення деталей швейних виробів
Відповідно до видів впливу на вихідний матеріал об'ємна форма швейного вироби в використовуваних способах формоутворення може бути досягнута одним з трьох способів: конструктивним, фізико-механічних, фізико-хімічними.
конструктивний спосіб- це механічний вплив на напівфабрикат з використанням членування поверхні одягу на частини, тобто деталі.
Фізико-механічний спосібце вплив на «грубу» структуру швейних матеріалів з використанням драпіровочних властивостей і рухомий сітчастої структури матеріалів, зміни кутів між нитками.
Фізико-хімічний спосіб - це вплив на «тонку», т. Е. Молекулярну структуру швейних матеріалів. Даний метод передбачає кілька видів обробки:
· суха теплова обробка (Температура + тиск) - для матеріалів з великим вмістом синтетики (більше 70%) або чисто синтетичних (спосіб видавлювання).
· СОТ, на матеріал впливає тепло, тиск і волога - для матеріалів чистошерстяних і напіввовняних з вмістом синтетичних волокон (до 30%).
· СОТ з введенням хімічних засобів для виробів підвищеної формостійкості.
Застосування того чи іншого способу отримання форми залежить від характеру поверхні, ступеня її кривизни, здатності матеріалу створювати необхідну форму за рахунок деформацій (формувальні властивості) і методу конструювання. Отримання об'ємної форми швейних виробів в сучасних технологічних процесах найчастіше досягається комбінуванням названих способів.
Технологічний спосіб формоутворення за допомогою СОТ широко використовується при виготовленні одягу пальтово-костюмного асортименту з тканин з великим вмістом вовняних волокон.
Стадії процесу СОТ
Весь процес СОТ можна розділити на чотири етапи:
1. Переклад волокон матеріалу в високоеластичний стан (вплив тепла і вологи на тканину послаблює дію міжмолекулярних сил в волокнах).
2. Формування матеріалу, тобто зміна конфігурації ланцюгів волокон.
3. Сушка матеріалу, фіксація отриманої форми (при цьому відновлюються зв'язки між молекулами вже при новій конфігурації їх ланцюгів).
4. Охолодження матеріалу і остаточна фіксація форми.
На першій стадії вплив тепла і вологи на тканину послаблює дію міжмолекулярних сил в волокнах. Завдяки цьому на другій стадії процесу змінюється конфігурація ланцюгів волокон. Видалення вологи з тканини і її охолодження сприяють відновленню зв'язків між молекулами при новій конфігурації їх ланцюгів. За рахунок цього на наступних стадіях процесу фіксується форма, приданная матеріалу на другій стадії. На кожній стадії процесу СОТ необхідно витримувати певну температуру і вологість.
Таким чином, при виконанні СОТ всі чотири чинника (волога, тепло, тиск і час витримки) тісно пов'язані один з одним. Для виконання процесу СОТ необхідний рівномірний нагрів матеріалу до температури, що не перевищує температури його теплостійкості. При цьому температура гріючої поверхні залежить від часу впливу її на матеріал. Для рівномірного нагріву матеріалів зволоження має становити 20-30% маси повітряно-сухого матеріалу, а нижня подушка преса повинна мати температуру 110 0 С, щоб не створювати охолодження нижніх шарів матеріалів.
операції СОТ
Операції СОТ можна розділити на чотири основні групи:
1. Сутюжіваніе і відтягування.
2. Пресування.
3. Отутюжіваніе.
4. Відпарювання.
Сутюжіваніе і оттягіваніепріменяют для надання деталям об'ємної просторової форми.
Сутюжіваніе- це примусове зменшення розміру деталей або усадка тканини.
відтягування – це примусове розтягнення з подальшим закріпленням в розтягнутому стані.
Увігнута форма ( малюнок 3.1а) Деталі може бути отримана сутюжіваніем в середині деталі, якщо ця ділянка в процесі носіння піддається стиску або відтягуванням по краях, якщо край закріплюється швом. Опукла форма ( малюнок 3.1б) Деталі створюється або відтягуванням в середині деталі, або сутюжіваніем по краях з подальшим закріпленням форми крайками або швами. Наприклад, цельновикроенную спинку жіночого жакета можна сформувати сутюжіваніем в області талії під лопаткою і відтягуванням бічних зрізів.
Рісунок3.1 - Форми деталей, створювані сутюжіваніем
і відтягуванням: а - увігнута; б - опукла
Операції сутюжіванія і відтягування можна виконувати праскою або на пресі. Сутюжіваніе праскою виконують, починаючи з ділянок малої посадки матеріалів, поступово переходячи до ділянок з великою посадкою. Для цього застосовують колодки. Сутюжіваніе пресуванням виконують одночасно по всіх ділянках. Відтягування деталей праскою починають з ділянок найбільшого розтягування, поступово переходячи на сусідні ділянки з меншою деформацією (відтягування задніх половинок брюк в області середнього шва) .За допомогою відтягування можна здійснювати переклад фалди в будь-яку ділянку деталі. Для скорочення витрат часу операцію відтягування виконують на пресах із спеціальними подушками, мають гофровану поверхню в місцях, де відповідно потрібно відтягування.
пресуваннязастосовується для стоншування матеріалів, країв деталей, складок і обробки швів. Операції пресування можуть виконуватися способами прасування і пресування. Пресування, яке виконує для стоншування і випрямлення країв деталей, називають пріутюжіваніе, В тому випадку, якщо край деталі попередньо закріплений, і заутюжіваніе, Якщо закріплення відсутній. Пріутюжіваніе і Заутюжіваніе можуть проводитися праскою або на пресі, але Заутюжіваніе проводиться на пресі з універсальними подушками тільки після попередньої обробки праскою. Загину країв деталей можна виконувати за допомогою спеціального обладнання, розсувних шаблонів. Для пресування клапанів і бортів створені спеціальні преси, наприклад, ПК-2 і БФС. Краї деталей (накладних кишень, хлястиків комірів і ін.) Запрасовують на загібочних пресах без попереднього заметиванія.
Отутюжіваніезастосовується при проміжної обробці деталей і остаточної СОТ виробів з метою видалення нерівностей і заминов тканини і остаточного формування готового виробу. Виконується праскою або на спеціальних пресах.
відпарюваннязастосовується для видалення з поверхні виробу лас, які утворюються під час пресування і оттутюжіванія. Ласи видаляються одночасно з пресуванням або окремо. На парових пресах - під час пресування шляхом короткочасного впливу паром на початку відкривання преса, на пресах з електричним нагріванням - це самостійна операція, виконувана за допомогою спеціального пристосування. Також використовують суміш пару манекени і відпарювачі.
Волого-теплова обробка (СОТ) тканини і вироби відіграє дуже важливу роль в швейному справі. Тільки на перший погляд здається, що це простіше простого - взяв праска, нагрів його до потрібної температури і погладив. Але не тут-то було. Виявляється, навіть у цьому нескладному справі є свої маленькі хитрощі і секретик, які ми вам і розкриємо.
- Перш за все, необхідно переконатися, що підкладка на прасувальної дошки досить м'яка, інакше рельєфні сліди від металевої поверхні будуть проступати в процесі СОТ, особливо на тонких тканинах. Якщо покупної чохол не відповідає цим вимогам, його краще замінити.
- Перед тим, як запрасувати шви вироби на сторону або в розворот, їх потрібно відпарити «плоско».
- Щоб при СОТ сліди від праски не друкують на лицьовому боці найкраще підкласти під припуски смуги ватману або іншої щільного паперу шириною 5-7 см. Аналогічно робимо і з подгибкой низу.
- Для подгибки пальто можна використовувати шматочок основної тканини, приклавши його встик до припуску і тільки після цього пропрасувати необхідну ділянку. В даному випадку товщина подгибки і тканини збігаються, і виходить, що ви відпарюєте єдине полотно без переходів.
- Іноді від слідів рятує спеціальна тефлонова підошва для делікатних тканин, яка йде в комплекті з деякими сучасними прасками. Але перед використанням варто перевірити на шматочку тканини, з якого зшита ваша річ, чи це так.
- Правильно загладити згин лацкана можна за допомогою складеного в кілька разів махрового рушника. Покладіть поличку жакета або пальто на прасувальну дошку, відігніть лацкан так, як він буде лежати в шкарпетці. І ось під цей згин необхідно підкласти складений рушник. Це потрібно для того, щоб згин НЕ Пріутюжіть жорстко, а був округлим. І тільки потім утюжьте його через проутюжільнік - невеликий відріз м'якої, тонкої, однотонної тканини, краще білої. Можна через пелюшку. Ще краще провести процедуру СОТ лацкана на манекені (при його наявності, звичайно) - просто обробити паром.
- СОТ коміра по згину не роблять. Комір укладіть на перегин, таким чином, як він буде лежати на шиї. У такому вигляді наколи його на манекен або на шийку трилітрової банки, оберненої рушником. Потім злегка збризніть комір з пульверизатора і дайте йому висохнути. Тоді він добре ляже в виробі. Це називається формування коміра, яку необхідно зробити ДО його втачіванія в горловину вироби.
- Припуски по окату рукава разутюжіваем на спеціальній дерев'яній пріспособке, яка повторює форму оката. Якщо такої немає в наявності, надіньте окат на банку, обгорнуту рушником.
- СОТ двошовний рукава проводять по черзі. Перший шов розгладжують вразворот деталі. А другий на ребрі прасувальної дошки, Щоб не утворилося заломів на рукаві. Або на рукавної платформі, якщо це дозволяє ширина рукава. І не забудьте ліктьові зрізи злегка відтягнути, а передні - сутюжіть.
З особистого досвіду
Віскозну підкладкову тканину більшість виробників чимось обробляють. Саме тому, коли ми її купуємо, вона виглядає такою гладкою і рівною. Але вся ця рівність і гладкість зникає відразу після прання. Виявляється, що віскозну підкладку для пальто і жакетів краще не прати!Складіть віскозну підкладку вдвічі лицьовою стороною всередину. З вивороту збризніть її з пульверизатора і пропрасуйте з обох сторін. СОТ згину тканини проводять в один шар, в розкладеному вигляді, теж з вивороту. Тільки в цьому випадку віскозна підкладка збереже свою первісну красу.
Фото: сайт
Статтю за матеріалами форуму підготувала Юлія Деканова
Волого-теплова обробка займає значне місце в процесі виготовлення верхнього одягу.
якість і зовнішній вигляд виробів багато в чому залежать від якості виконання волого-теплової обробки, за допомогою якої виробу надають потрібну об'ємну форму, разутюжіваем або запрасовують шви, виточки, складки, утоняются краю бортів, комірів, низу, усувають місцеві заміни на тканині і т. д.
Сутність волого-теплової обробки полягає в тому, що під дією тепла і вологи волокна тканини розм'якшуються, завдяки чому нитки тканини можна подовжувати (відтягувати) або, навпаки, скорочувати (сутюжівать), утоняется тканини і надавати їм потрібну об'ємну форму.
Цю об'ємну форму закріплюють за допомогою тепла і тиску, повністю видаляючи вологу з тканини. Якщо волога буде видалена не повністю, то тканина може частково повернутися в початкове положення (релаксувати) і об'ємна форма вироби буде нестійкою.
Процеси волого-теплової обробки поділяють на прасування (прасування), пресування і відпарювання. Прасування включає погладжування, Заутюжіваніе, Пріутюжіваніе, сутюжіваніе і відтягування.
Устаткування для волого-теплової обробки
Основним обладнанням волого-теплових робіт є праски, преси з різними подушками, відпарювачі і пароповітряні манекени.
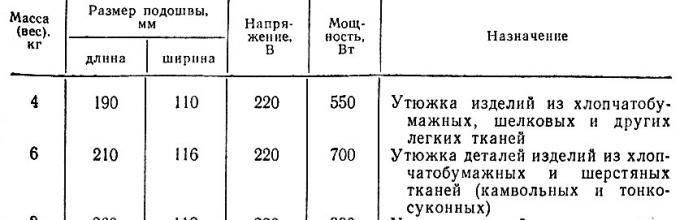
Праски (рис. 60) застосовують для виконання різних операцій волого-теплової обробки як в процесі виготовлення, так і при остаточній обробці вироби. Праски поділяють на легкі, середні і важкі масою від 1 до 10 кг. При виготовленні чоловічих і дитячих пальто найбільше застосування отримали праски масою від 4 до 8 кг. Залежно від характеру нагріву праски розрізняють парові, електричні і пароелектріческіе. Найбільше застосування отримали електричні праски зі спіральними або трубчастими електронагрівальними елементами і пароелектріческіе.
Для регулювання температури нагріву в корпус праски вставляють терморегулятор, який підтримує постійну температуру нагрівання.
У табл. 7 приведена технічна характеристика прасок, застосовуваних при виготовленні чоловічих і дитячих пальто.

Преси (рис. 61) застосовують для різних трудомістких операцій волого-теплової обробки.

Застосування пресів дозволяє значно-збільшити продуктивність праці па операції, підвищити якість обробки і полегшити працю виконавця.
Розрізняють преси з електромеханічним, пневматичним і гідравлічним приводами.
Залежно від зусиль пресування преси підрозділяють на: легкі (ПЛП-1, ПЛП-2) із зусиллям пресування до 1000 кгс, середні (ДП-2, ГПГ-1, ПСП-1, ПСП-2) із зусиллям пресування 2000-2500 кгс і важкі (ТПП, ТПП-2) із зусиллям пресування 4000-5000 кгс і вище і ін.
Крім зазначених універсальних пресів широко використовуються спеціальні преси для сутюжіванія посадки рукавів - типу СПРЧ-4, для пріутюжіванія плечових ділянок і оката рукава - типу ПОР-3 і ін.
Обігрів подушок пресів проводиться за допомогою перегрітої пари і електронагрівальних елементів: спіральних, трубчастих (ТЕНів) і напівпровідників.
Останнім часом для внутріпроцессной і кінцевої волого-теплової обробки чоловічих і дитячих пальто широко використовуються преси-напівавтомати фірми Паннонія (Угорщина) з електромеханічним приводом із зусиллям пресування до 2000 кгс.
Нагрівання верхньої подушки - комбінований (паром і електрообігрів). Нагрівання нижньої подушки - паром.
Пара з верхньої подушки використовується для пропарювання деталей перед пресуванням і для зняття лас.
Більш довговічними і економічними є подушки з ТЕНами і напівпровідниками. При нагріванні подушок паром обігріваються верхня і нижня подушки, а при нагріванні подушок електронагрівальними елементами обігрівається зазвичай тільки верхня подушка преса. Нижні подушки пресів обладнуються пружинними матами, водяними камерами з гумовим покриттям, голчастими поверхнями і т. П., З тим щоб тиск пресування розподілялося більш рівномірно на пресовані деталі. Крім того, нижні подушки покривають сукном. Залежно від виконуваних операцій на преси встановлюють подушки різні за формою і розмірами. Основні характеристики подушок пресів, що застосовуються при виготовленні пальто, наведені в табл. 8.

Ефективні режими волого-теплової обробки тканин (температура, вологість, тиск і час пресування) встановлюються на основі спеціальних досліджень, з тим щоб вони забезпечували надання і закріплення форми, доданої деталей.
Температуру нагріву подушок з електрообігрівом регулюють за допомогою терморегуляторів різної конструкції, наприклад терморегулятор типу ТР-200.
Тиск між подушками преса регулюють шляхом зміни ступеня стиснення пружин.
Час пресування регулюється за допомогою реле часу електронних (типу ЕРВТ-2) або моторних (типу Е-52).
Відпарювачі (рис. 62) застосовують для зняття лас і для додання продукції товарного вигляду. Вироби отпаривают перегрітою парою. Розрізняють відпарювачі стаціонарні, в яких пар подається з котельні установки, і переносні, в яких пар утворюється в спеціальному бачку. Робочим органом відпарювачів є гумова або металева щітка з отворами або сопло, укріплене на гнучкому шлангу. Відпарювання виробляють шляхом переміщення щітки з парою по виробу. Якщо замість щітки укріплено сопло, то пар слід направляти під кутом 15-20 ° до поверхні виробу. При роботі на відпарювачів треба стежити за тим, щоб пара, що виходить з приладів, був досить перегрітою і не мав конденсату у вигляді крапельок води, так як надмірне зволоження погіршує якість прасування і зовнішній вигляд виробу.

Пароповітряні манекени (рис. 63) застосовують для остаточної прасування різних виробів. Краї бортів, лацканів, коміра і низу при цьому попередньо прасують на пресах. При роботі на пароповітряних манекенах виріб надягають на манекен, розправляють, затискають краї бортів спеціальними зажимами і включають вентилятор, який нагнітає повітря всередину паровоздушного манекена. Під дією повітря виріб розправляється. Потім пропускають перегрітий пар, який розпарює виріб, і гаряче повітря з температурою 80 ° С, просушують виріб в розправленому стані. Продуктивність паровоздушного манекена типу ПВМ-5 до 250 виробів за зміну.

Основні прийоми роботи на пресі
Перед роботою на пресі потрібно за 10-25 хв до початку роботи включити нагрів подушок, перевірити подачу води в пульверизатори і включити пневмосистему (в пресах з приводами пневматичного дії). Потім слід встановити необхідні температуру, тиск і час витримки згідно з режимами обробки, встановленим для тканин, що підлягають пресуванню. Після регулювання преса необхідно перевірити його роботу і якість пресування. Для цього на нижню подушку преса кладуть шматочок тієї тканини, яку необхідно обробляти на пресі. Один кінець тканини згинають в два або три шари, закривають проутюжільнік, зволожують і опускають верхню подушку преса, натискаючи на пускові кнопки. Після закінчення пресування шматочка тканини визначається правильність регулювання преса.
Роботу на пресах виконують в такій послідовності:
- укладають деталь на нижню подушку преса;
- кладуть на деталь проутюжільнік;
- зволожують проутюжільнік;
- закривають прес, натискаючи на дві кнопки;
- відкривають прес;
- знімають деталь.
У разі неправильного укладання деталі необхідно негайно відкрити прес, натискаючи на аварійну кнопку або педаль. Після відкриття преса деталь розправляють і знову включають прес. Користуватися аварійною кнопкою або педаллю слід тільки у виняткових випадках, так як після першого закриття преса автоматично включається реле часу, яке забезпечує ту витримку пресування, яка встановлена \u200b\u200bна шкалі.
Організація робочого місця для волого-теплових робіт
Для виконання прасувальних робіт встановлюють стіл таких розмірів, щоб виріб або оброблювана деталь повністю на ньому розміщувалися (рис. 64). Стіл обтягують сукном і парусиною. З правого боку столу встановлюють металеву підставку для праски.

Прасувальні і пресові робочі місця оснащуються різними пристосуваннями, які сприяють поліпшенню якості обробки і підвищенню продуктивності праці на операції.
При роботі з прасками застосовують різні колодки (рис. 65).

На кожному прасувальний стіл або пресі встановлюють пульверизатори (рис. 66), в які вода подається від водопровідної мережі або від спеціального бачка з насосом.

Прасування виробів виробляють через проутюжільнік.
Якщо робочий одночасно обслуговує два преса, то такі, робочі місця оснащуються місцевою вентиляцією.
Операції волого-теплової обробки зазвичай виконуються стоячи.
Термінологія операцій волого-теплової обробки виробів
Термінологія операцій волого-теплової обробки однакова для одних і тих же операцій незалежно від того, на якому обладнанні вони виконуються. Термінологія дана в табл. 9.

Технічні умови на виконання волого-теплових робіт
Волого-теплові роботи вимагають ретельного дотримання технічних умов, так як в процесі волого-теплової обробки виробів можуть утворитися непереборні дефекти: підпали, підпали, розплавлення волокон, ласи, невиправні замини, викривлення країв, нерівномірна усадка ділянок тканини в деталях, зморшки і т. д.
Особлива ретельність дотримання технічних умов потрібно при обробці виробів з тканин з різним вмістом синтетичних волокон.
Зволоження розглянутих тканин повинно бути мінімальним, надмірне зволоження викликає зміна в забарвленні тканин (поява світлих або темних плям, Пожовтіння і т. П.).
При виконанні операцій волого-теплової обробки виробів необхідно дотримуватися таких технічні умови.
1. Волого-теплову обробку деталей або готових виробів виконують з попереднім їх зволоженням до повного видалення вологи, нанесеної на тканину.
2. При виконанні волого-теплової обробки виправляють нерівності країв, утворюють потрібну форму деталей, усувають замини, непотрібні опуклості, розтягування і ласи.
3. Волого-теплову обробку деталей і виробів з вивороту виконують без проутюжільнік, з лицьового боку - через проутюжільнік з лляної тканини (для тканин з волокном лавсан через проутюжільнік з байки, фланелі). Застосування проутюжільнік з інших тканин не рекомендується.
4. Борти приутюживают з боку подбортов, лацкани - з боку поличок, комір - з боку нижнього коміра, низ вироби - з боку вивороту вироби. Кишені в процесі обробки приутюживают з вивороту і з лицьового боку (через проутюжільнік), а при остаточному прасування - тільки з лицьового боку.
5. Волого-теплову обробку деталей і виробів на пресах виконують з лицьового боку або з вивороту (Пріутюжіваніе бортів, низу) через проутюжільнік.
6. При прасуванні виробів зі світлих тканин столи для прасувальних робіт покривають білої лляної або бавовняною тканиною.
7. Після остаточної прасування готові вироби повинні бути просушені і охолоджені (надягнутими на манекен або в підвішеному вигляді) до повного закріплення доданої їм форми. Тривалість просушування пальто з вовняної тканини 50-75 хв, з бавовняної тканини 30-40 хв, костюма з вовняної тканини 30-40 хв, з бавовняної тканини 20-25 хв.
8. При обробці стачной швів взаутюжку у виробах з товстих і середніх тканин припуски на шви спочатку злегка зволожують і разутюжіваем, а потім запрасовують на сторону при нормальному зволоженні.
9. Обробку виробів з тканин з синтетичними волокнами слід проводити тільки на обладнанні, що має регулювання температури прасувальних поверхонь, тиску, часу витримки і зволоження.
10. Волого-теплова обробка деталей і виробів повинна проводитися при встановлених для даних тканин режимах обробки (табл. 10).

(Примітка. Пропуски в графах означають, що дані тканини на цьому обладнанні не обробляються.)
Правила по техніці безпеки для працюючих на пресах і апаратах
Безпека роботи на пресах і апаратах багато в чому залежить від організації і підтримки в порядку робочого місця. Робота на пресах вимагає уваги і суворого виконання інструкції з техніки безпеки.
1. Перед початком роботи необхідно перевірити наявність огороджень, справність електропроводки і наявність заземлення. Без заземлення робота на пресах і апаратах забороняється.
2. Прес необхідно включати в робоче положення за 20-30 хвилин до початку зміни, при цьому подушки преса повинні бути відкриті.
3. Після закінчення роботи преса і апарати необхідно вимикати з електромережі рубильником.
4. Закриття подушок преса має здійснюватися шляхом натискання тільки на дві кнопки. Якщо прес закривається натисканням на одну кнопку, то слід припинити роботу і повідомити про несправності.
5. При роботі відпарювачів типу ОАД-2 необхідно стежити за наявністю води в апараті та тиском за шкалою манометра.
6. Доливати воду в апарат слід після того, як відкритий запобіжний клапан і спущений пар. При роботі на апараті щітку (або сопло) необхідно тримати так, щоб струмінь пари, що виходить була направлена \u200b\u200bв сторону від працюючого.
7. При роботі на пресах забороняється: стосуватися верхньої подушки, щоб уникнути опіків, змочувати верхню подушку струменем води з пульверизатора, щоб уникнути опіку парою; наближатися до подушок преса при їх закритті і відкритті; працювати з відкритим кожухом електрощитка і знятими огородженнями; розправляти складки на напівфабрикаті під час закриття подушки преса; залишати прес включеним без необхідності; закривати подушки преса при їх розігріві; відволікатися, розмовляти, виконувати сторонні справи, допускати в робочу зону сторонніх, працювати на пресах без інструкції.
8. При всі помічені несправності в роботі пресів і апаратів необхідно негайно припинити роботу і повідомити адміністрацію або механіку.
Дивно, але ми ніколи не замислюємося про те, чому ми зшили вироби не завжди добре сидять на нас, а куплені в магазині, навіть, якщо це одна і та ж модель, сидять влити. Ми звинувачуємо в усьому свій досвід і закидаємо шиття. Але справа не в досвіді! Давайте розберемося.
Що ми робимо не так? Відповідь лежить на поверхні. Майже ніхто з початківців швачок і не виконує жодних деталі виробів паром або вологою як до їх зшивання, так і в процесі. В цьому і полягає головна помилка!
Волого-теплова обробка - це необхідна дійство при будь-якому розкрої і шиття. Нею називається обробка деталей вироби паром або вологою для додання певної форми деталей крою. Це дуже відповідальна операцією, яка становить 15-25% від всієї трудомісткості обробки виробу.
терміни СОТ
СОТ - один з перших етапів підготовки до шиття, так як перед розкриємо тканину декатіруют, Тобто проводять волого-теплову обробку, з метою запобігання подальшої усадки тканини при носінні і прасування.
Після декатирування тканини приступають до розкрою і шиття. Проклавши рядок, припуски на шви разутюжіваемна різні сторони деталей. Іноді припуски на шви, а також складки на виробі запрасовуютьна одну сторону, тобто закріплюють за допомогою праски в певному положенні. Для зменшення товщини швів, згинів або складок їх приутюживают, Як би пресують.
Кожна господиня неодмінно розуміє значення слова « випрасувати»Або« проутюжить», Щотижня проробляючи це з випрати білизною. При неправильному виборі температурного режиму прасування на тканині утворюються блиск, так звані ласи. Прибрати їх можна за допомогою відпарювання через вологий проутюжільнік, протягом 3-5 хвилин впливаючи паром на місце, де виявлений блиск.
За допомогою волого-теплової обробки, як правило, можна змінювати при необхідності розміри деталей вироби - сутюжіватьі відтягувати. Сутюжіть, тобто зменшити до необхідної величини, можна, наприклад, облив рукава, щоб чисто втачать його в пройму. Для цього за допомогою наметочним рядки необхідно стягнути зріз оката рукава між зазначеними мітками. Після чого за допомогою праски необхідно впливати паром на виріб до повного висихання. В результаті отримуємо зменшений облив рукава, який легко входить в пройму, не створюючи зайвих складок.
Протилежна сутюжіванію операція - « відтягування». Вона застосовується для подовження деталей крою.
Дані операції, як правило, завжди застосовуються при СОТ брюк. На малюнку зображено, де і в яких місцях необхідно сутюжіть і відтягнути деталі крою. Червоними хвилястими лініями позначено «відтягування», а синіми дугами - «сутюжіваніе». Фарбою стрілкою вказується напрямок відтягнення.
Праска при даних операціях не повинен довго впливати на одне місце, так як це може привести до появи лас.
На самому початку статті ми згадали слово « проутюжільнік». Давайте розберемося, яким він повинен бути? Проутюжільнік є шматок гладкою тканини розміром 46 см х 30 см. Найбільш кращий варіант проутюжільнік - шматок тканини, з якої шиється виріб. Він не повинен бути ні сухим, ні мокрим. Необхідність в проутюжільнік відпадає, якщо у праски є знімна захисна підошва.
Нагадаємо, що волого-теплову обробку швів виробляють кожен раз після прокладання строчки. Причому все наметочним стежки і шпильки перед СОТ обов'язково прибираються. Так як залишені шпильки в тканини після процесу СОТ утворюють сліди на лицьовій стороні виробу.
Важливо: при проутюжіваніі деталей крою під шви необхідно підкласти смужки паперу щоб уникнути появи відбитка швів на лицьовій стороні деталі.
Пам'ятайте: отутюжіваніе починають від ширшої частини до більш вузької, праска ведуть строго по пайовий нитки і прасування завжди починається з дрібних деталей, а тільки потім - великі.
Вадій .
Для того щоб виріб вийшов акуратним, а його деталі придбали бажану форму і вид, при пошитті проводять волого-теплову обробку.
Волого-теплову обробку виконують за допомогою спеціального обладнання: праски, прасувальні дошки і інших пристосувань (рис. 44). На швейних фабриках для цього використовуються пресове обладнання, суміш пару манекени.
Мал. 44. Обладнання для волого-теплової обробки: а - праска; б - пульверизатор; в - прасувальних дошка; г - проутюжільнік
Бавовняні і лляні тканини прасують сильно нагрітим електричним праскою з терморегулятором і пароув-лажнітелем тканини. За допомогою терморегулятора потрібно задати температуру нагрівання підошви праски, яка підходить для даного виду тканини.
Парозволожувач праски зволожує тканину в процесі прасувальних робіт.
Прасувальних дошка повинна мати рівну м'яку поверхню і чистий змінний чохол, а також пристосування для підтримки електропроводу.
Проутюжільнік - клапоть білої бавовняної або лляної тканини, який служить для запобігання поверхні оброблюваної деталі від опалів. Краще, якщо це буде бавовна або льон. ідеально підійде прозора тканина, Наприклад батист. В цьому випадку добре видно, де і що потрібно прасувати: не виникає небажаних складок і заминов. Перед першим застосуванням проутюжільнік необхідно випрати.
Пульверизатор призначений для зволоження матеріалу в процесі прасування.
Правила виконання волого-теплових робіт
- Перед початком волого-теплової обробки рекомендується зробити пробу на клаптику тієї тканини, яку потрібно обробляти.
- Перед волого-теплової обробкою потрібно видалити з виробу сліди від кравецької крейди, а також всі шпильки, які можуть подряпати підошву праски і залишити сліди на тканині.
- Волого-теплову обробку виконують після кожної швейної операції до повного випаровування вологи.
- При проведенні волого-теплової обробки виріб розправляють так, щоб не утворилося складок і заминов.
- Після обробки потрібно дати проглаженной деталі або виробу повністю охолонути, щоб уникнути спотворення форми.
Основні операції волого-теплової обробки
Пріутюжіваніе. Деталь або швейне виріб укладають на прасувальних дошку і притискають гарячою праскою в області шва, згину або краю деталі, для того щоб зменшити їх товщину (рис. 45).

Мал. 45. Пріутюжіваніе
Погладжування. У швейного вироби припуски на шви розкладають в протилежні сторони і закріплюють їх в такому положенні гарячою праскою (рис. 46).

Мал. 46. \u200b\u200bпогладжування
Заутюжіваніе. У швейного вироби припуски шва або край деталі укладають на одну сторону і закріплюють їх в такому положенні (рис. 47).

Мал. 47. Заутюжіваніе
Правила безпечної роботи з праскою
- До початку роботи переконайтеся в справності праски, електропроводу і вилки, встановіть терморегулятор на потрібне поділ.
- Під час роботи включайте і вимикайте праску сухими руками, вилку тримаєте за пластмасовий корпус.
- Ставте праску на підставку, слідкуйте, щоб шнур не торкався підошви праски.
- Не залишайте включену праску без нагляду.
- Після роботи поставте праску в сторону (на підставку) і вимкніть його.
Практична робота № 14
Проведення волого-теплових робіт
Вам будуть потрібні: зразки машинних робіт, виконані на поточному уроці, прасувальних дошка, праска, проутюжільнік.
Порядок виконання роботи
Завдання 1. Пріутюжіть зразки:
- деталь «Зразок обметуванням» - в області зигзагоподібної строчки;
- дві деталі «Зразок шва вподгібку» - в області машинної строчки і згинів;
- дві деталі «Зразок стачного шва» - в області машинної строчки.
завдання 2. Разутюжіть дві деталі зразка стачного шва, розклавши припуски шва в різні боки.
завдання 3. Запрасувати зразок стачного шва, уклавши припуски шва в одну сторону.
нові поняття
Волого-теплова обробка, пароувлажнітел', терморегулятор, прасувальних дошка, проутюжільнік; Пріутюжіваніе, погладжування, Заутюжіваніе.
Контрольні питання
- Для чого перед прасуванням роблять пробу на клаптику оброблюваної тканини?
- Якою буде якість виріб, якщо провести його волого-теплову обробку один раз - після пошиття всього вироби?
- Чому вологу тканину прасують до повного висихання, а потім дають їй охолонути?
- Для чого виконують операцію пріутюжіванія?
- Чим відрізняється погладжування від Заутюжіваніе?







