Под влажно-тепловой обработкой (ВТО) швейных изделий понимают специальную обработку деталей или изделия влагой, теплом или давлением с помощью специального оборудования. При изготовлении одежды ВТО составляет 15–25% всей трудоемкости обработки изделия (в зависимости от вида изделия и ткани). ВТО бывает внутрипроцессная (производится в процессе обработки изделия) и окончательная (при отделке готовой продукции).
Способы формообразования деталей швейных изделий
В соответствии с видами воздействия на исходный материал объемная форма швейного изделия в используемых способах формообразования может быть достигнута одним из трех способов: конструктивным, физико-механическим, физико-химическим .
Конструктивный способ – это механическое воздействие на полуфабрикат с использованием членения поверхности одежды на части, т.е. детали.
Физико-механический способ –это воздействие на «грубую» структуру швейных материалов с использованием драпировочных свойств и подвижной сетчатой структуры материалов, изменения углов между нитями.
Физико-химический способ – это воздействие на «тонкую», т. е. молекулярную структуру швейных материалов. Данный метод предусматривает несколько видов обработки:
· сухая тепловая обработка (температура+давление) – для материалов с большим содержанием синтетики (более 70%) или чисто синтетических (способ выдавливания).
· ВТО, на материал воздействует тепло, давление и влага – для материалов чистошерстяных и полушерстяных с содержанием синтетических волокон (до 30%).
· ВТО с введением химических средств для изделий повышенной формоустойчивости.
Применение того или иного способа получения формы зависит от характера поверхности, степени ее кривизны, способности материала создавать требуемую форму за счет деформаций (формовочные свойства) и метода конструирования. Получение объемной формы швейных изделий в современных технологических процессах чаще всего достигается комбинированием названных способов.
Технологический способ формообразования с помощью ВТО широко используется при изготовлении одежды пальтово-костюмного ассортимента из тканей с большим содержанием шерстяных волокон.
Стадии процесса ВТО
Весь процесс ВТО можно разделить на четыре этапа :
1. Перевод волокон материала в высокоэластическое состояние (воздействие тепла и влаги на ткань ослабляет действие межмолекулярных сил в волокнах).
2. Формование материала, т.е. изменение конфигурации цепей волокон.
3. Сушка материала, фиксация полученной формы (при этом восстанавливаются связи между молекулами уже при новой конфигурации их цепей).
4. Охлаждение материала и окончательная фиксация формы.
На первой стадии воздействие тепла и влаги на ткань ослабляет действие межмолекулярных сил в волокнах. Благодаря этому на второй стадии процесса изменяется конфигурация цепей волокон. Удаление влаги из ткани и ее охлаждение способствуют восстановлению связей между молекулами при новой конфигурации их цепей. За счет этого на следующих стадиях процесса фиксируется форма, приданная материалу на второй стадии. На каждой стадии процесса ВТО необходимо выдерживать определенную температуру и влажность.
Таким образом, при выполнении ВТО все четыре фактора (влага, тепло, давление и время выдержки) тесно связаны друг с другом. Для выполнения процесса ВТО необходим равномерный нагрев материала до температуры, не превышающей температуры его теплостойкости. При этом температура греющей поверхности зависит от времени воздействия ее на материал. Для равномерного нагрева материалов увлажнение должно составлять 20–30 % массы воздушно-сухого материала, а нижняя подушка пресса должна иметь температуру 110 0 С, чтобы не создавать охлаждения нижних слоев материалов.
Операции ВТО
Операции ВТО можно разделить на четыре основные группы :
1. Сутюживание и оттягивание.
2. Прессование.
3. Отутюживание.
4. Отпаривание.
Сутюживание и оттягиваниеприменяют для придания деталям объемной пространственной формы.
Сутюживание – это принудительное уменьшение размера деталей или усадка ткани.
Оттягивание – это принудительное растяжение с последующим закреплением в растянутом состоянии.
Вогнутая форма (рисунок 3.1а ) детали может быть получена сутюживанием в середине детали, если этот участок в процессе носки подвергается сжатию или оттягиванием по краям, если край закрепляется швом. Выпуклая форма (рисунок 3.1б ) детали создается или оттягиванием в середине детали, или сутюживанием по краям с последующим закреплением формы кромками или швами. Например, цельновыкроенную спинку женского жакета можно сформировать сутюживанием в области талии под лопаткой и оттягиванием боковых срезов.
Рисунок3.1 – Формы деталей, создаваемые сутюживанием
и оттягиванием: а – вогнутая; б – выпуклая
Операции сутюживания и оттягивания можно выполнять утюгом или на прессе. Сутюживание утюгом выполняют, начиная с участков малой посадки материалов, постепенно переходя к участкам с большой посадкой. Для этого применяют колодки. Сутюживание прессованием выполняют одновременно по всем участкам. Оттягивание деталей утюгом начинают с участков наибольшего растяжения, постепенно переходя на соседние участки с меньшей деформацией (оттягивание задних половинок брюк в области среднего шва).С помощью оттягивания можно осуществлять перевод фалды в любой участок детали. Для сокращения затрат времени операцию оттягивания выполняют на прессах со специальными подушками, имеющими гофрированную поверхность в местах, где соответственно требуется оттягивание.
Прессование применяется для утонения материалов, краев деталей, складок и обработки швов. Операции прессования могут выполняться способами утюжки и прессования. Прессование, выполняемое для утонения и выпрямления краев деталей, называют приутюживанием , в том случае, если край детали предварительно закреплен, и заутюживанием , если закрепление отсутствует. Приутюживание и заутюживание могут производиться утюгом или на прессе, но заутюживание производится на прессе с универсальными подушками только после предварительной обработки утюгом. Загибку краев деталей можно выполнять с помощью специального оборудования, раздвижных шаблонов. Для прессования клапанов и бортов созданы специальные прессы, например, ПК-2 и БФС. Края деталей (накладных карманов, хлястиков воротников и др.) заутюживаются на загибочных прессах без предварительного заметывания.
Отутюживание применяется при промежуточной обработке деталей и окончательной ВТО изделий с целью удаления неровностей и заминов ткани и окончательного формования готового изделия. Выполняется утюгом или на специальных прессах.
Отпаривание применяется для удаления с поверхности изделия лас, которые образуются во время прессования и оттутюживания. Ласы удаляются одновременно с прессованием или отдельно. На паровых прессах – во время прессования путем кратковременного воздействия паром в начале открывания пресса, на прессах с электрическим нагревом – это самостоятельная операция, выполняемая с помощью специального приспособления. Также используют паровоздушные манекены и отпариватели.
Влажно-тепловая обработка (ВТО) ткани и изделия играет очень важную роль в швейном деле. Только на первый взгляд кажется, что это проще простого - взял утюг, нагрел его до нужной температуры и погладил. Но не тут-то было. Оказывается, даже в этом несложном деле есть свои маленькие хитрости и секретики, которые мы вам и раскроем.
- Прежде всего, необходимо убедиться, что подложка на гладильной доске достаточно мягкая, иначе рельефные следы от металлической поверхности будут проступать в процессе ВТО, особенно на тонких тканях. Если покупной чехол не соответствует этим требованиям, его лучше заменить.
- Перед тем, как заутюжить швы изделия на сторону или в разворот, их нужно отпарить «плоско».
- Чтобы при ВТО следы от утюга не пропечатывались на лицевой стороне лучше всего подложить под припуски полосы ватмана или другой плотной бумаги шириной 5−7 см. Аналогично поступаем и с подгибкой низа.
- Для подгибки пальто можно использовать кусочек основной ткани, приложив его встык к припуску и только после этого прогладить необходимый участок. В данном случае толщина подгибки и ткани совпадают, и получается, что вы отпариваете единое полотно без переходов.
- Иногда от следов спасает специальная тефлоновая подошва для деликатных тканей, которая идет в комплекте с некоторыми современными утюгами. Но перед использованием стоит проверить на кусочке ткани, из которого сшита ваша вещь, так ли это.
- Правильно загладить сгиб лацкана можно с помощью сложенного в несколько раз махрового полотенца. Положите полочку жакета или пальто на гладильную доску, отогните лацкан так, как он будет лежать в носке. И вот под этот сгиб необходимо подложить сложенное полотенце. Это нужно для того, чтобы сгиб не приутюжился жестко, а был округлым. И только потом утюжьте его через проутюжильник - небольшой отрез мягкой, тонкой, однотонной ткани, лучше белой. Можно через пеленку. Еще лучше провести процедуру ВТО лацкана на манекене (при его наличии, конечно) - просто обработать паром.
- ВТО воротника по сгибу не делают. Воротник уложите на перегиб, таким образом, как он будет лежать на шее. В таком виде наколите его на манекен или на горлышко трехлитровой банки, обернутой полотенцем. Затем слегка сбрызните воротник из пульверизатора и дайте ему высохнуть. Тогда он хорошо ляжет в изделии. Это называется формовка воротника, которую необходимо сделать ДО его втачивания в горловину изделия.
- Припуски по окату рукава разутюживают на специальной деревянной приспособке, которая повторяет форму оката. Если таковой нет в наличии, наденьте окат на банку, обернутую полотенцем.
- ВТО двухшовного рукава проводят поочередно. Первый шов разглаживают вразворот детали. А второй на ребре гладильной доски, чтобы не образовалось заломов на рукаве. Или на рукавной платформе, если это позволяет ширина рукава. И не забудьте локтевые срезы слегка оттянуть, а передние - сутюжить.
Из личного опыта
Вискозную подкладочную ткань большинство производителей чем-то обрабатывают. Именно поэтому, когда мы ее покупаем, она выглядит такой гладкой и ровной. Но вся эта ровность и гладкость исчезает сразу после стирки. Оказывается, что вискозную подкладку для пальто и жакетов лучше не стирать!Сложите вискозную подкладку вдвое лицевой стороной вовнутрь. С изнанки сбрызните ее из пульверизатора и прогладьте с обеих сторон. ВТО сгиба ткани проводят в один слой, в разложенном виде, тоже с изнанки. Только в этом случае вискозная подкладка сохранит свою первоначальную красоту.
Фото: сайт
Статью по материалам форума подготовила Юлия Деканова
Влажно-тепловая обработка занимает значительное место в процессе изготовления верхней одежды.
Качество и внешний вид изделий во многом зависят от качества выполнения влажно-тепловой обработки, с помощью которой изделию придают нужную объемную форму, разутюживают или заутюживают швы, вытачки, складки, утоняют края бортов, воротников, низа, устраняют местные замины на ткани и т. д.
Сущность влажно-тепловой обработки заключается в том, что под действием тепла и влаги волокна ткани размягчаются, благодаря чему нити ткани можно удлинять (оттягивать) или, наоборот, сокращать (сутюживать), утонять ткани и придавать им нужную объемную форму.
Эту объемную форму закрепляют при помощи тепла и давления, полностью удаляя влагу из ткани. Если влага будет удалена не полностью, то ткань может частично вернуться в первоначальное положение (релаксировать) и объемная форма изделия будет неустойчивой.
Процессы влажно-тепловой обработки разделяют на утюжку (глажение), прессование и отпаривание. Утюжка включает разутюживание, заутюживание, приутюживание, сутюживание и оттягивание.
Оборудование для влажно-тепловой обработки
Основным оборудованием влажно-тепловых работ являются утюги, прессы с различными подушками, отпариватели и паровоздушные манекены.
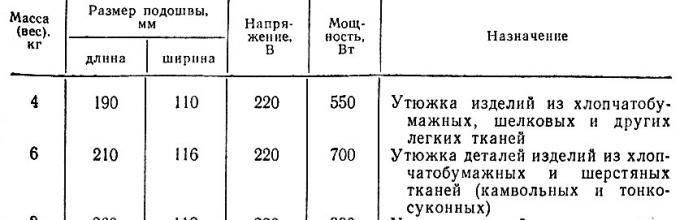
Утюги (рис. 60) применяют для выполнения различных операций влажно-тепловой обработки как в процессе изготовления, так и при окончательной отделке изделия. Утюги подразделяют на легкие, средние и тяжелые массой от 1 до 10 кг. При изготовлении мужских и детских пальто наибольшее применение получили утюги массой от 4 до 8 кг. В зависимости от характера нагрева утюги различают паровые, электрические и пароэлектрические. Наибольшее применение получили электрические утюги со спиральными или трубчатыми электронагревательными элементами и пароэлектрические.
Для регулирования температуры нагрева в корпус утюга вставляют терморегулятор, который поддерживает постоянную температуру нагрева.
В табл. 7 приведена техническая характеристика утюгов, применяемых при изготовлении мужских и детских пальто.

Прессы (рис. 61) применяют для различных трудоемких операций влажно-тепловой обработки.

Применение прессов позволяет значительно-увеличить производительность труда па операции, повысить качество обработки и облегчить труд исполнителя.
Различают прессы с электромеханическим, пневматическим и гидравлическим приводами.
В зависимости от усилий прессования прессы подразделяют на: легкие (ПЛП-1, ПЛП-2) с усилием прессования до 1000 кгс, средние (ГП-2, ГПГ-1, ПСП-1, ПСП-2) с усилием прессования 2000-2500 кгс и тяжелые (ТПП, ТПП-2) с усилием прессования 4000-5000 кгс и выше и др.
Кроме указанных универсальных прессов широко используются специальные прессы для сутюживания посадки рукавов - типа СПРЧ-4, для приутюживания плечевых участков и окатов рукавов - типа ПОР-3 и др.
Обогрев подушек прессов производится с помощью перегретого пара и электронагревательных элементов: спиральных, трубчатых (ТЭНов) и полупроводников.
В последнее время для внутрипроцессной и окончательной влажно-тепловой обработки мужских и детских пальто широко используются прессы-полуавтоматы фирмы Паннония (Венгрия) с электромеханическим приводом с усилием прессования до 2000 кгс.
Нагрев верхней подушки - комбинированный (паром и электрообогрев) . Нагрев нижней подушки - паром.
Пар из верхней подушки используется для пропаривания деталей перед прессованием и для снятия лас.
Более долговечными и экономичными являются подушки с ТЭНами и полупроводниками. При нагреве подушек паром обогреваются верхняя и нижняя подушки, а при нагреве подушек электронагревательными элементами обогревается обычно только верхняя подушка пресса. Нижние подушки прессов оборудуются пружинными матами, водяными камерами с резиновым покрытием, игольчатыми поверхностями и т. п., с тем чтобы давление прессования распределялось более равномерно на прессуемые детали. Кроме того, нижние подушки покрывают сукном. В зависимости от выполняемых операций на прессы устанавливают подушки различные по форме и размерам. Основные характеристики подушек прессов, применяемых при изготовлении пальто, приведены в табл. 8.

Эффективные режимы влажно-тепловой обработки тканей (температура, влажность, давление и время прессования) устанавливаются на основе специальных исследований, с тем чтобы они обеспечивали придание и закрепление формы, приданной деталям.
Температуру нагрева подушек с электрообогревом регулируют с помощью терморегуляторов различной конструкции, например терморегулятор типа ТР-200.
Давление между подушками пресса регулируют путем изменения степени сжатия пружин.
Время прессования регулируется с помощью реле времени электронных (типа ЭРВТ-2) или моторных (типа Е-52).
Отпариватели (рис. 62) применяют для снятия лас и для придания продукции товарного вида. Изделия отпаривают перегретым паром. Различают отпариватели стационарные, в которых пар подается из котельной установки, и переносные, в которых пар образуется в специальном бачке. Рабочим органом отпаривателей является резиновая или металлическая щетка с отверстиями или сопло, укрепленное на гибком шланге. Отпаривание производят путем перемещения щетки с паром по изделию. Если вместо щетки укреплено сопло, то пар следует направлять под углом 15-20° к поверхности изделия. При работе на отпаривателях надо следить за тем, чтобы пар, выходящий из приборов, был достаточно перегретым и не имел конденсата в виде капелек воды, так как чрезмерное увлажнение ухудшает качество утюжки и внешний вид изделия.

Паровоздушные манекены (рис. 63) применяют для окончательной утюжки различных изделий. Края бортов, лацканов, воротника и низа при этом предварительно утюжат на прессах. При работе на паровоздушных манекенах изделие надевают на манекен, расправляют, зажимают края бортов специальными зажимами и включают вентилятор, который нагнетает воздух внутрь паровоздушного манекена. Под действием воздуха изделие расправляется. Затем пропускают перегретый пар, который распаривает изделие, и горячий воздух с температурой 80° С, просушивающий изделие в расправленном состоянии. Производительность паровоздушного манекена типа ПВМ-5 до 250 изделий в смену.

Основные приемы работы на прессе
Перед работой на прессе нужно за 10-25 мин до начала работы включить нагрев подушек, проверить подачу воды в пульверизаторы и включить пневмосистему (в прессах с приводами пневматического действия). Затем следует установить требуемые температуру, давление и время выдержки согласно режимам обработки, установленным для тканей, подлежащих прессованию. После регулировки пресса необходимо проверить его работу и качество прессования. Для этого на нижнюю подушку пресса кладут кусочек той ткани, которую необходимо обрабатывать на прессе. Один конец ткани сгибают в два или три слоя, закрывают проутюжильником, увлажняют и опускают верхнюю подушку пресса, нажимая на пусковые кнопки. После окончания прессования кусочка ткани определяется правильность регулировки пресса.
Работу на прессах выполняют в следующей последовательности:
- укладывают деталь на нижнюю подушку пресса;
- кладут на деталь проутюжильник;
- увлажняют проутюжильник;
- закрывают пресс, нажимая на две кнопки;
- открывают пресс;
- снимают деталь.
В случае неправильной укладки детали необходимо немедленно открыть пресс, нажимая на аварийную кнопку или педаль. После открытия пресса деталь расправляют и снова включают пресс. Пользоваться аварийной кнопкой или педалью следует только в исключительных случаях, так как после первого закрытия пресса автоматически включается реле времени, которое обеспечивает ту выдержку прессования, которая установлена на шкале.
Организация рабочего места для влажно-тепловых работ
Для выполнения утюжильных работ устанавливают стол таких размеров, чтобы изделие или обрабатываемая деталь полностью на нем размещались (рис. 64). Стол обтягивают сукном и парусиной. С правой стороны стола устанавливают металлическую подставку для утюга.

Утюжильные и прессовые рабочие места оснащаются различными приспособлениями, которые способствуют улучшению качества обработки и повышению производительности труда на операции.
При работе с утюгами применяют различные колодки (рис. 65).

На каждом утюжильном столе или прессе устанавливают пульверизаторы (рис. 66), в которые вода подается от водопроводной сети или от специального бачка с насосом.

Утюжку изделий производят через проутюжильник.
Если рабочий одновременно обслуживает два пресса, то такие, рабочие места оснащаются местной вентиляцией.
Операции влажно-тепловой обработки обычно выполняются стоя.
Терминология операций влажно-тепловой обработки изделий
Терминология операций влажно-тепловой обработки одинакова для одних и тех же операций независимо от того, на каком оборудовании они выполняются. Терминология дана в табл. 9.

Технические условия на выполнение влажно-тепловых работ
Влажно-тепловые работы требуют тщательного соблюдения технических условий, так как в процессе влажно-тепловой обработки изделий могут образоваться неустранимые дефекты: поджоги, подпалы, расплавление волокон, ласы, неисправимые замины, искривление краев, неравномерная усадка участков ткани в деталях, морщины и т. д.
Особая тщательность соблюдения технических условий требуется при обработке изделий из тканей с различным содержанием синтетических волокон.
Увлажнение рассматриваемых тканей должно быть минимальным, чрезмерное увлажнение вызывает изменение в окраске тканей (появление светлых или темных пятен, пожелтение и т. п.).
При выполнении операций влажно-тепловой обработки изделий необходимо соблюдать следующие технические условия.
1. Влажно-тепловую обработку деталей или готовых изделий выполняют с предварительным их увлажнением до полного удаления влаги, нанесенной на ткань.
2. При выполнении влажно-тепловой обработки выправляют неровности краев, образуют нужную форму деталей, устраняют замины, ненужные выпуклости, растяжения и ласы.
3. Влажно-тепловую обработку деталей и изделий с изнанки выполняют без проутюжильника, с лицевой стороны - через проутюжильник из льняной ткани (для тканей с волокном лавсан через проутюжильник из байки, фланели). Применение проутюжильников из других тканей не рекомендуется.
4. Борта приутюживают со стороны подбортов, лацканы - со стороны полочек, воротник - со стороны нижнего воротника, низ изделия - со стороны изнанки изделия. Карманы в процессе обработки приутюживают с изнанки и с лицевой стороны (через проутюжильник), а при окончательной утюжке - только с лицевой стороны.
5. Влажно-тепловую обработку деталей и изделий на прессах выполняют с лицевой стороны или с изнанки (приутюживание бортов, низа) через проутюжильник.
6. При утюжке изделий из светлых тканей столы для утюжильных работ покрывают белой льняной или хлопчатобумажной тканью.
7. После окончательной утюжки готовые изделия должны быть просушены и охлаждены (надетыми на манекен или в подвешенном виде) до полного закрепления приданной им формы. Продолжительность просушки пальто из шерстяной ткани 50-75 мин, из хлопчатобумажной ткани 30-40 мин, костюма из шерстяной ткани 30-40 мин, из хлопчатобумажной ткани 20-25 мин.
8. При обработке стачных швов взаутюжку в изделиях из толстых и средних тканей припуски на швы сначала слегка увлажняют и разутюживают, а затем заутюживают на сторону при нормальном увлажнении.
9. Обработку изделий из тканей с синтетическими волокнами следует производить только на оборудовании, имеющем регулировку температуры гладильных поверхностей, давления, времени выдержки и увлажнения.
10. Влажно-тепловая обработка деталей и изделий должна производиться при установленных для данных тканей режимах обработки (табл. 10).

(Примечание. Пропуски в графах означают, что данные ткани на этом оборудовании не обрабатываются. )
Правила по технике безопасности для работающих на прессах и аппаратах
Безопасность работы на прессах и аппаратах во многом зависит от организации и поддержания в порядке рабочего места. Работа на прессах требует внимания и строгого выполнения инструкции по технике безопасности.
1. Перед началом работы необходимо проверить наличие ограждений, исправность электропроводки и наличие заземления. Без заземления работа на прессах и аппаратах не разрешается.
2. Пресс необходимо включать в рабочее положение за 20-30 минут до начала смены, при этом подушки пресса должны быть открыты.
3. После окончания работы пресса и аппараты необходимо выключать из электросети рубильником.
4. Закрытие подушек пресса должно осуществляться путем нажатия только на две кнопки. Если пресс закрывается нажатием на одну кнопку, то следует прекратить работу и сообщить о неисправности.
5. При работе отпаривателей типа ОАГ-2 необходимо следить за наличием воды в аппарате и давлением по шкале манометра.
6. Доливать воду в аппарат следует после того, как открыт предохранительный клапан и спущен пар. При работе на аппарате щетку (или сопло) необходимо держать так, чтобы струя выходящего пара была направлена в сторону от работающего.
7. При работе на прессах запрещается: касаться верхней подушки во избежание ожогов, смачивать верхнюю подушку струей воды из пульверизатора, во избежание ожога паром; приближаться к подушкам пресса при их закрытии и открытии; работать с открытым кожухом электрощитка и снятыми ограждениями; расправлять складки на полуфабрикате во время закрытия подушки пресса; оставлять пресс включенным без необходимости; закрывать подушки пресса при их разогреве; отвлекаться, разговаривать, выполнять посторонние дела, допускать в рабочую зону посторонних, работать на прессах без инструкции.
8. При всех замеченных неисправностях в работе прессов и аппаратов необходимо немедленно прекратить работу и сообщить администрации или механику.
Удивительно, но мы никогда не задумываемся о том, почему сшитые нами изделия не всегда хорошо сидят на нас, а купленные в магазине, даже, если это одна и та же модель, сидят влитую. Мы виним во всем свой опыт и забрасываем шитье. Но дело не в опыте! Давайте разберемся.
Что мы делаем не так? Ответ лежит на поверхности. Почти никто из начинающих швей не обрабатывает детали изделий паром или влагой как до их сшивания, так и в процессе. В этом и состоит главная ошибка!
Влажно-тепловая обработка - это необходимое действо при любом раскрое и шитье. Ею называется обработка деталей изделия паром или влагой для придания определенной формы деталям кроя. Это очень ответственная операцией, которая составляет 15-25% от всей трудоемкости обработки изделия.
Термины ВТО
ВТО - один из первых этапов подготовки к шитью, так как перед раскроем ткань декатируют , т.е. проводят влажно-тепловую обработку, с целью предотвращения последующей усадки ткани при носке и глажке.
После декатировки ткани приступают к раскрою и шитью. Проложив строчку, припуски на швы разутюживают на разные стороны деталей. Иногда припуски на швы, а также складки на изделии заутюживают на одну сторону, т.е. закрепляют с помощью утюга в определенном положении. Для уменьшения толщины швов, сгибов или складок их приутюживают , как бы прессуют.
Каждая хозяйка непременно понимает значение слова «отутюжить » или «проутюжить », еженедельно проделывая это с постиранным бельем. При неправильном выборе температурного режима глажки на ткани образуются блеск, так называемые ласы. Убрать их можно с помощью отпаривания через влажный проутюжильник, в течение 3-5 минут воздействуя паром на место, где обнаружен блеск.
С помощью влажно-тепловой обработки, как правило, можно изменять при необходимости размеры деталей изделия - сутюживать и оттягивать . Сутюжить, т.е уменьшить до необходимой величины, можно, например, окат рукава, чтобы чисто втачать его в пройму. Для этого с помощью наметочной строчки необходимо стянуть срез оката рукава между указанными метками. После чего с помощью утюга необходимо воздействовать паром на изделие до полного высыхания. В результате получаем уменьшенный окат рукава, который легко входит в пройму, не создавая лишних складок.
Противоположная сутюживанию операция - «оттягивание ». Она применяется для удлинения деталей кроя.
Данные операции, как правило, всегда применяются при ВТО брюк. На рисунке изображено, где и в каких местах необходимо сутюжить и оттянуть детали кроя. Красными волнистыми линиями обозначено «оттягивание», а синими дугами - «сутюживание». Краской стрелкой указывается направление оттяжки.
Утюг при данных операциях не должен долго воздействовать на одно место, так как это может привести к появлению лас.
В самом начале статьи мы упомянули слово «проутюжильник ». Давайте разберемся, каким он должен быть? Проутюжильник представляет собой кусок гладкой ткани размером 46 см х 30 см. Самый лучший вариант проутюжильника - кусок ткани, из которой шьется изделие. Он не должен быть ни сухим, ни мокрым. Необходимость в проутюжильнике отпадает, если у утюга есть съемная предохранительная подошва.
Напомним, что влажно-тепловую обработку швов производят каждый раз после прокладывания строчки. Причем все наметочные стежки и булавки перед ВТО обязательно убираются. Так как оставленные булавки в ткани после процесса ВТО образуют следы на лицевой стороне изделия.
Важно: при проутюживании деталей кроя под швы необходимо подложить полоски бумаги дабы избежать появления отпечатка швов на лицевой стороне детали.
Помните: отутюживание начинают от более широкой части к более узкой, утюг ведут строго по долевой нити и глажка всегда начинается с мелких деталей, а только потом - большие.
Вадий .
Для того чтобы изделие получилось аккуратным, а его детали приобрели желаемую форму и вид, при пошиве проводят влажно-тепловую обработку.
Влажно-тепловую обработку выполняют с помощью специального оборудования: утюга, утюжильной доски и других приспособлений (рис. 44). На швейных фабриках для этого используются прессовое оборудование, паровоздушные манекены.
Рис. 44. Оборудование для влажно-тепловой обработки: а - утюг; б - пульверизатор; в - утюжильная доска; г - проутюжильник
Хлопчатобумажные и льняные ткани утюжат сильно нагретым электрическим утюгом с терморегулятором и пароув-лажнителем ткани. С помощью терморегулятора нужно задать температуру нагрева подошвы утюга, подходящую для данного вида ткани.
Пароувлажнитель утюга увлажняет ткань в процессе утюжильных работ.
Утюжильная доска должна иметь ровную мягкую поверхность и чистый сменный чехол, а также приспособление для поддержки электрошнура.
Проутюжильник - лоскут белой хлопчатобумажной или льняной ткани, который служит для предохранения поверхности обрабатываемой детали от опалов. Лучше, если это будет хлопок или лен. Идеально подойдет прозрачная ткань, например батист. В этом случае хорошо видно, где и что нужно утюжить: не возникает нежелательных складок и заминов. Перед первым применением проутюжильник необходимо выстирать.
Пульверизатор предназначен для увлажнения материала в процессе утюжки.
Правила выполнения влажно-тепловых работ
- Перед началом влажно-тепловой обработки рекомендуется сделать пробу на лоскутке той ткани, которую нужно обрабатывать.
- Перед влажно-тепловой обработкой нужно удалить с изделия следы от портновского мела, а также все булавки, которые могут поцарапать подошву утюга и оставить следы на ткани.
- Влажно-тепловую обработку выполняют после каждой швейной операции до полного испарения влаги.
- При проведении влажно-тепловой обработки изделие расправляют так, чтобы не образовалось складок и заминов.
- После обработки нужно дать проглаженной детали или изделию полностью остыть, чтобы избежать искажения формы.
Основные операции влажно-тепловой обработки
Приутюживание. Деталь или швейное изделие укладывают на утюжильную доску и прижимают горячим утюгом в области шва, сгиба или края детали, для того чтобы уменьшить их толщину (рис. 45).

Рис. 45. Приутюживание
Разутюживание. У швейного изделия припуски на швы раскладывают в противоположные стороны и закрепляют их в таком положении горячим утюгом (рис. 46).

Рис. 46. Разутюживание
Заутюживание. У швейного изделия припуски шва или край детали укладывают на одну сторону и закрепляют их в таком положении (рис. 47).

Рис. 47. Заутюживание
Правила безопасной работы с утюгом
- До начала работы убедитесь в исправности утюга, электрошнура и вилки, установите терморегулятор на нужное деление.
- Во время работы включайте и выключайте утюг сухими руками, вилку держите за пластмассовый корпус.
- Ставьте утюг на подставку, следите, чтобы шнур не касался подошвы утюга.
- Не оставляйте включенный утюг без присмотра.
- После работы поставьте утюг в сторону (на подставку) и выключите его.
Практическая работа № 14
Проведение влажно-тепловых работ
Вам потребуются: образцы машинных работ, выполненные на текущем уроке, утюжильная доска, утюг, проутюжильник.
Порядок выполнения работы
Задание 1 . Приутюжить образцы:
- деталь «Образец обметывания» - в области зигзагообразной строчки;
- две детали «Образец шва вподгибку» - в области машинной строчки и сгибов;
- две детали «Образец стачного шва» - в области машинной строчки.
Задание 2 . Разутюжить две детали образца стачного шва, разложив припуски шва в разные стороны.
Задание 3 . Заутюжить образец стачного шва, уложив припуски шва в одну сторону.
Новые понятия
Влажно-тепловая обработка, пароувлажнителъ, терморегулятор, утюжильная доска, проутюжильник; приутюживание, разутюживание, заутюживание.
Контрольные вопросы
- Для чего перед утюжкой делают пробу на лоскутке обрабатываемой ткани?
- Каким получится изделие, если провести его влажно-тепловую обработку один раз - после пошива всего изделия?
- Почему влажную ткань утюжат до полного высыхания, а затем дают ей остыть?
- Для чего выполняют операцию приутюживания?
- Чем отличается разутюживание от заутюживания?